
Автоматизация производства корпусной мебели
Пачка с листами ЛДСП при помощи вилочного погрузчика загружается на приводные телеги Поз.1 и Поз.2 с местом для вил погрузчика.
Позиция 1 ,2 Приводные телеги с местом для вил погрузчика
Для загрузки пачки с ЛДСП и перемещения в зону вакуумных подьемников
Для загрузки пачки ЛДСП телега по рельсам перемещается в зону загрузки. Размер рельс 20 х10 мм. После загрузки телега по команде оператора перемещается в зону вакуумных подьемников
Листы ЛДСП при помощи вакуумного подьемника загружаются на столы станков Holzma.
Позиции 3 Подьемный гидростол
После распила, заготовки вручную перемещаются оператором на гидростол Поз.3 и Поз.3А электромеханическое подьемное устройство.
Подьемный гидростол
Оснащен приводными роликами плоскости поверхности стола для смещения пачки на приводной роликовый траспортер Поз.4.
Электромеханическое подьемное устройство Поз.3А
Оснащен приводными роликами вдоль плоскости поверхности стола для смещения пачки на приводной роликовый траспортер Поз.4. Боковое перемещение на поз.4 происходит при помощи ременного участка роликового транспортера поз.4.
Позиция 3А.
Электромеханическое подьемное устройство
Оснащен приводными роликами на поверхности стола для передачи штабеля с заготовками на приводной роликовый рольганг Поз.4
Электромеханическое подьемное устройство опускается от педали на необходимую величину. Величина опускания задается автоматически в зависимости от толщины заготовок. Электромеханическое подьемное устройство оснащено планками безопасности по периметру стола и фотодатчиками наличия заготовок на столе.
Штабель с заготовками перемещается по приводному роликовому траспортеру Поз.4 в зону разворота на 90 град и поступает на приводной роликовый траспортер Поз.6.
Размеры заготовок после раскроя :
Мин. Ширина 100 мм
Мин. Длина 300 мм
Макс. Ширина 900 мм
Макс.длина 2200 мм
Позиция 4. Приводной роликовый рольганг
Выполняет функцию:
- перемещения штабеля для дальнейшей обработки;
- буферной зоны накопления, для чего разделен на секции длиной 2500мм
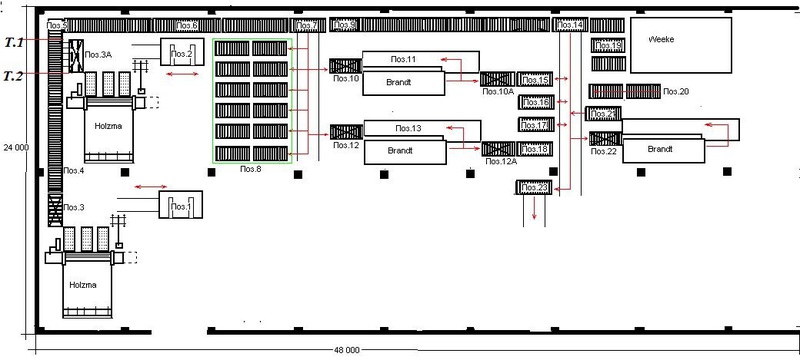
- имеет участок ( от Т.1 до Т.2) всегда свободный от штабелей с заготовками ,поступающих от станка № 1
Этот участок служит для выгрузки пачки с заготовками от станка №2 на приводной рольковый рольганг Поз.4.Штабель с заготовками от станка №1 доходит до Т.1 и останавливается. Последующее перемещение штабеля от станка №1 к роликовому приводному транспортеру 6 происходит транзитом через этот участок.
Позиция 5 Приводной роликовы рольганг с функцией разворота пачки на 90 град.
Предназначен для изменения подачи с Поз.4 на Поз.6
В случае полной занятости Поз.6 разворот пачки происходит, но передача на Поз.6 нет.
Имеет датчики базирования поворотного рольганга напротив Поз.4 или Поз.6
Позиция 6 Приводной роликовый рольганг
Предназначен для перемещения штабеля с заготовками на Поз. 7 « Приводная телега»
Приводной рольганг в случае отсутствия телеги в исходном положении (напротив рольганга ) подает пачку с заготовками до конца рольганга и останавливается. Подача возобновляется при:
-Поз.7 напротив рльганга
-на Поз.7 нет пачки с заготовками
Поз.6 разделена на секции по 2400 мм. Каждая секция работает как буфер-накопитель. Загрузка Поз.6 происходит от конца рольганга к его началу.
Выбор направления передачи задает оператор.
В случае случайного выбора оператором загруженной секции или электромеханического подьемного устройства выгрузка штабеля не происходит.Отслеживается автоматически.
Позиция 7. Приводная телега "Navetta”
Преназначена для перемещения штабеля с заготовками к
-кромкооблицовочному станку на поз.10 ,12
-в зону накопления Поз.8
-передачу штабеля с заготовками на Поз.9
Перемещение тележки происходит по рельсам 20 х 10 мм. Рельсы крепятся к бетонному полу при помощи анкеров.
Тележка "Navetta” оснащена двумя датчиками
-датчиком приближения . Необходим для плавного уменьшения скорости перемещения при приближении к рольгангу.
-Датчик остановки. Необходим для остановки тележки напротив рольганга.
Маршрут перемещения задает оператор. В случае занятости соответствующего рольганга премещение пачки с заготовками на соответствующий рольганг не происходит. Занятость рольганга отслеживается автоматически.
В случае занятости телеги пачкой с заготовками вызов ее к Поз.6 невозможен.
Тележка оснащена планкой безопасности ( аварийная остановка телеги при соприкосновении с препятствием во время перемещения) ,звуковым сигналом во время перемещения и световым 3 цветным сигналым блоком.
Позиция 8 Зона накопления заготовок
Приводные роликовые транспортеры .Состоит из 6 групп роликовых рольгангов. Каждая группа разделена на 2 приводных рольганга с реверсивным вращением ( загрузка - выгрузка).
Группа рольгангов имеет 2 датчика на входе.
Датчик приближения пачки с заготовками и дачтик позицирования телеги напротив рольганга. Датчик приближения необходим для плавного снижения скорости телеги перед полной остановкой. Каждый рольганг в группе имеет датчик занятости.Предусмотренна автоматическая защита от ошибки оператора (процесс «загрузки -выгрузки). Выгрузка заготовок с телеги не происходит ,если оба рольганга в группе заняты.
Позиция 9 Приводной роликовый рольганг .
Приводной роликовый рольганг Поз.9 предназначен для перемещения пачки с заготовками к Поз.14. Разделен на секции 2400 мм , выполняет функцию «буфера-накопителя» Каждая секция имеет датчик «занятости». Последняя секция имеет датчик наличия подвижной тележки "Navetta” в исходном состоянии (напротив Поз.9) В случае занятости тележки "Navetta” пачкой с заготовками при ее нахождении напротив рольганга Поз. 9 Подача пачки на Поз.14 не происходит.Отслеживается автоматически.
Заполнение Поз.9 происходит от конца к началу.При освобождении последней секции( ближней к Поз.14) рольганга подача включается автоматически.
Позиция 10,12,22
Электромеханическое подьемное устройство
Оснащен приводными роликами на поверхности стола, для приема штабеля с заготовками с Поз.7 ( Поз.10,12) и с Поз.14 (Поз.22)
Оснащен датчиком полной загрузки подьемного стола.(Штабель полностью загрузился на стол) Электромеханическое подьемное устройство на вертикальных направляющих с движением по трапециевидному винту оснащены планкой безопасности по периметру стола и фотодатчиком наличия штабеля на столе.Управление подьемом стола осуществляется при помощи педали. Высота подьема определяется автоматически при помощи фотодатчиков.
Позиция 10А.12А
Электромеханическое подьемное устройство
Оснащен приводными роликами на поверхности стола для передачи штабеля с заготовками на Поз. 15 и Поз.18 Электромеханическое подьемное устройство на вертикальных направляющих с движением по трапециевидному винту оснащены планкой безопасности по периметру стола и фотодатчиком наличия штабеля на столе.Управление подьемом стола осуществляется при помощи педали. Высотат опускания определяется автоматически при помощи фотодатчиков. Включение приводных роликов для выгрузки на Поз.15 и Поз.18 ,происходит ,когда стол находится в нижнем крайнем положении и Поз.15 и Поз.18 свободны. Независимо от действия оператора.
Электромеханическое подьемное устройство опускается от педали на необходимую величину.Величина опускания задается автоматически в зависимости от толщины заготовок. Электромеханическое подьемное устройство оснащено планками безопасности по периметру стола.
Позиция 14 Подвижная тележка "Navetta”
Преназначена для перемещения штабеля с заготовками к
- кромкооблицовочному станку на Поз.22
- забор обработанных заготовок от кромкооблицовочного станка
- передача заготовок на Поз.20 к обрабатывающему центру или в зону накопления обрабатывающего загоовок центра Поз.19
- передача заготовок в зону накопления кромкооблицовочного станка Поз.16,17 с дальнейшим перемещением их на Поз.22 при ее освобождении
- забор обработанных деталей от кромкооблицовочных станков через Поз.15,18,21 и обрабатывающего центра Поз.20
- передачу штабеля с заготовками к сверлильным центрам на подвижныю телегу Поз.16
Перемещение тележки происходит по рельсам 20 х 10 мм. Рельсы крепятся к бетонному полу при помощи анкеров.
Тележка "Navetta” оснащена двумя датчиками
- датчиком приближения . Необходим, для плавного уменьшения скорости перемещения при приближении к рольгангу.
- Датчик остановки, Необходим для остановки тележки напротив рольганга.
Маршрут перемещения задает оператор. В случае занятости соответствующего рольганга премещение пачки с заготовками на соответствующий рольганг не происходит. Занятость рольганга отслеживается автоматически.
В случае занятости телеги пачкой с заготовками вызов невозможен.
Тележка оснащена планкой безопасности ( аварийная остановка телеги при соприкосновении с препятствием во время перемещения) ,звуковым сигналом во время перемещения и световым 3 цветным сигналым блоком.
Позиция 15,18 Приводной роликовый рольганг.
Предназначены для перемещения пачки с обработанными заготовками от кромкооблицовочных станков с Поз.10А и Поз.12А на подвижную тележку "Navetta” Оснащены датчиками наличия тележки . Включение роликов происходит только при условии
- тележка напротив рольганга
- тележка пустая
Позиция 16,17,19 Приводной роликовый рольганг с реверсивным вращением роликов.
Приводный роликовые рольганги с реверсивным вращением роликов .выполняют функцию накопительной зоны пачек с заготовками.Вращение роликов на загрузку .происходит только в случаи ,когда рольганг свободен.не зависимо от выбора оператора.Выгрузка происходит только ,когда тележка находится напротив рольганга и свободна от пачки с заготовками.Отслеживается автоматически. Имеют датчики
- наличия телеги напротив рольганга
- датчика занятости рольганга.
Позиция 20 Приводной рольганг в рабочей зоне обрабатывающего центра.
Рольганг разделен на 2 части.
Первая часть с реверсивным вращением роликов. Первая часть предназначена для перемещения штабеля с заготовками на вторую часть рольганга в зону обработки центра и последующей передачи обработанных деталей на поз.14.
Вторая часть рольганга — зона накопления заготовок перед обрабатывающим центром.
Позиция 11,12 Возвратные устройство « Бумеганг» на станки «BRANDT 1 и 2»
Предназначены для подачи и возврата заготовок на вход станка во время обработки деталей на кромкоолицовочных станках. Возврат заготовок происходит по ленточному транспортеру .Загрузку на ленточный траспортер осуществляет 2 оператор. Укладку готовых окраймленных заготовок на поз. 10А ,12А так же осуществляет 2-ой оператор.