Станина и рабочий стол

Конструкция сварена из стальных листов и имеет большую площадь поддерживающей поверхности, куда крепятся рабочие столы. Электрошкаф встроен в станину станка.
Рабочий стол имеет феноловую поверхность с пазами, что позволяет сверлить сквозные отверстия.
Конструкция подвижной группы
Портальная сварная конструкция, на которой закреплена основная рабочая группа.
Рабочая группа

Состоит из сверлильной головы с 12 вертикальными, 6 горизонтальными шпинделями, встроенной пазовой пилы и вертикального электрошпинделя с ручным инструментальным магазином.
Перемещение заготовки и обрабатывающей группы
Обрабатываемая заготовка автоматически фиксируется прижимом, управляемым от ЧПУ, а ее положение под обрабатывающим узлом настраивается в соответствии с программой обработки.
Перемещение по осям X, Y и Z осуществляется по призматическим линейным направляющим посредством шариковинтовой передачи.
Позиционирование группы осуществляется посредством бесщеточных цифровых двигателей
ПУЛЬТ УПРАВЛЕНИЯ (ЧПУ)
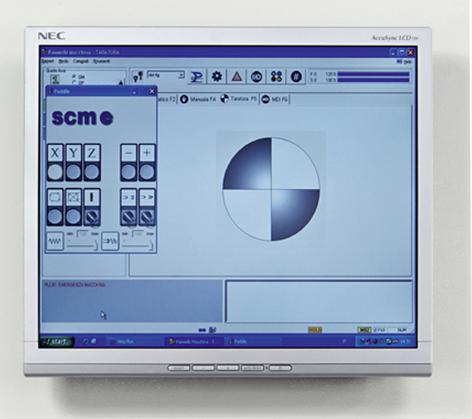
Пульт управления разработан специально для сверлильных и фрезерных центров. Интерфейс Xylog для оператора станка установлен на ПК.
Персональный компьютер (ПК)
Характеристики программного обеспечения Xilog Maestro
Программирование
параметрическое, графическое и ISO-программирование;
импортирование файлов в форматах DXF и ASCII (2D);
диалоговый редактор рабочих операций с графическими и синтаксическими подсказками;
автоматическая оптимизация процесса сверления;
возможность изменения системы координат для заготовок особой формы или заготовок с криволинейным контуром.
Прилагаемые вспомогательные инструменты
on-line калькулятор с передачей данных непосредственно в программу;
имитация процесса обработки;
встроенное программное обеспечение для работы со штрих-кодом;
самодиагностика с выводом возможных ошибок на дисплей на выбранном языке;
возможность пошагового исполнения отдельных программных шагов по разовым командам с пульта оператора;
Конфигурация
интерфейс оператора на языке пользователя (I - GB - F - D – E - RUS);
графическое представление конфигурации обрабатывающей головы;
возможность регулировки скоростей обработки и позиционирование через двойную систему управления ручной коррекцией;
НОРМЫ БЕЗОПАСНОСТИ
Станок соответствует нормам безопасности стран, в которые он поставляется.
ПРИМЕЧАНИЕ
Запрещается обрабатывать заготовки с размерами несоответствующими, указанным в характеристиках станка. Обрабатываемые заготовки должны быть прямоугольной формы и подаваться в станок строго длинной стороной вдоль оси Х.
Возможность обработки заготовок с определенной криволинейной формой по контуру должна специально оговариваться при заключении договора.
При горизонтальной обработке заготовок длиной менее 121 мм с инструментом №60 или №61 невозможно обеспечить точность сверления и позиционирования заготовки.
ХАРАКТЕРИСТИКИ ИНСТРУМЕНТА
горизонтальное сверление по X, 20мм – наименьше значение по оси Y
минимальное расстояние от края заготовки до линии пазования 120мм (по оси Y)
30 мм максимальная глубина вертикального сверления
максимальное значение горизонтального сверления относительно пласти заготовки: (поверхность 1) 18 мм
Сквозное сверление на заготовках с толщиной до 22мм 8мм сверлами
и до 20мм - 10мм сверлами.
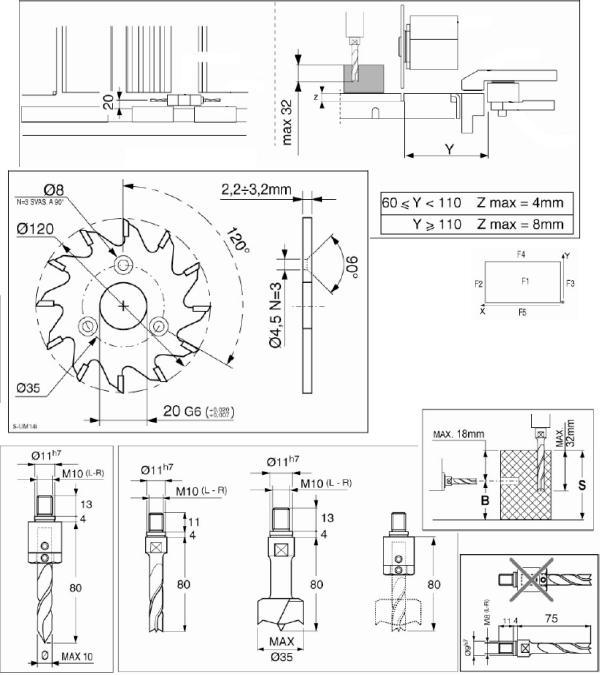
* Пазовая пила (диск) = 120мм – макс. диаметр; 6мм – максимальная толщина диска
|
| ВАРИАНТЫ СТАНКА |
00.23.13 | CYFLEX S - сверлильный центр с ЧПУ (без норм CE) |
| ОПЦИИ ДЛЯ ЭЛЕКТРИЧЕСКИХ НОРМ БЕЗОПАСНОСТИ |
| «TP» система калибровки расстояния от противоположного края заготовки (от второй точки нуля) Устройство считывает размеры заготовки по оси Х и автоматически компенсирует погрешности этих размеров. Это позволяет добиться высокой точности при стыковке щитовых деталей мебели, когда имеются расхождения в размерах этих деталей. |
| Программирование нулевого упора (точки нуля)
Упор для заготовок расположен на сверлильной голове. При программировании начального положения сверлильной головы возможно расположить нулевой упор в нужном положении, чтобы избежать возможного соударения с пинами или радиусным закруглением. |
| ОБРАБАТЫВАЩАЯ ГРУППА |
| - Сверлильная группа |
| Сверлильная группа F18 Включает в себя: 12 независимых вертикальных шпинделей (7 правых и 5 левых) крепление под сверла M10 / диам. 11 мм расстояния между осями шпинделей 32 мм 3 двойные горизонтальные сверлильные головки (1+1), 2 в направлении X и 1 в направлении Y (крепление под сверла M8 / диам. 9 мм) частота вращения 4000 об/мин 1 встроенная пазовая пила (макс. диаметр 120 мм) частота вращения 5000 об/мин мощность двигателя 2,2 кВт
вертикальный пневматический (ВКЛ/ВЫКЛ.) ход каждого шпинделя: 60 мм |
| РАБОЧИЕ СТОЛЫ |
| Поддерживающие боковые (суппорты) опоры для обработки длинных заготовок
Данные опоры поддерживают длинную заготовку на входе/выходе из станка |
63.02.32 | Устройство повышения давления при сверлении по оси Z |
| Автоматическая централизованная система смазки Всегда поддерживается нужный уровень смазки на движущихся частях станка благодаря электронной системе контроля |
| Автоматическое устройство бокового выравнивания с роликами на всю длину |
| Устройство измерения ширины заготовки
Устройство автоматического измерения размера заготовки по оси Y Данная система проверяет, чтобы размеры поданной заготовки совпадали со значением, заданным в программе, останавливая станок в случае ошибки Также используется для проверки возможных соударений из-за ввода неправильных данных в программу |